

压铸机液压系统的维护保养

-----------------------------------------------------------------------------------------------------
2、新机操作500小时后应更换液压油,此后每2000个操作小时更换一次。每次更换液压油时,应将过滤器滤芯清理干净:卸出滤芯、浸入干净柴油中,用钢刷清洗,再用压缩空气吹干净。

-----------------------------------------------------------------------------------------------------
3、拆卸任何高压部件时,如液压阀、输油管等,由于内部可能存在残留压力,因此,在松开螺钉时,应慢速松开,待残留压力卸完,才能将螺钉全部松开。

-----------------------------------------------------------------------------------------------------
4、每半年检查一次各油管接头、油阀的安装螺钉等连接件,如有松动要及时紧固,以防泄漏或液压系统有空气进入。

-----------------------------------------------------------------------------------------------------
5、油路板上的溢流阀,比例压力阀,减压阀等,应当由专业调机员调整,溢流阀、减压阀调整后要注意拧紧螺母,以免调整好的压力在机器工作的过程中发生改变。出厂前机器各油阀都已调校完毕,根据压铸产品的需要可对“射料工作压力”、“射料速度”“增压工作压力”及各换向阀的流量进行调整。
★注意:涉及系统压力、流量比例阀、控制板及溢流阀安全压力等不允许随便调校。

-----------------------------------------------------------------------------------------------------
6、经常检查过滤器上的指示表,当指示表指针在绿色区域为正常,在黄色区域为轻度堵塞,在红色区域为重度堵塞。当指针进入黄色区域后就必须清洗滤芯。

7、电动机应每半年清理和检修一次。在正常情况下轴承每半年更换一次润滑脂,对滚动轴承如所用润滑脂无硬化现象,可延长使用。
如果发现油色变暗、油面有水珠或尘垢聚集、油质硬化时应及时更换。电动机在使用时应防止异物进入机体,防止风道被堵塞,一旦发现以上异样情况,应停机及时处理。
-----------------------------------------------------------------------------------------------------
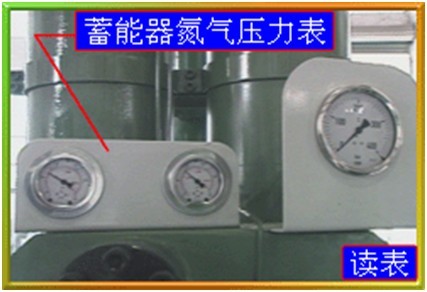
8、氮气压力的检查要求
(1)新机操作前三天内注意观察氮气有无泄漏现象,以防机器在运输当中氮气瓶内损。
(2)开始操作一周后,做第一次检查,此后的两个月每隔一周检查一次,再以后每两个月检查一次,当出现压力不足时,应填充氮气。
(3)检查氮气压力的方法如下:关停电机,急停按钮复位,一边旋开截止阀卸荷,一边观察增压油压压力及二速油压压力表示值,待油压降为零时,此时两组蓄能器的氮气压力值分别为增压蓄能器的氮气压力和快压射蓄能器的氮气压力。各氮气压力必须符合机器使用说明书规定值。例如DCC400卧式冷室压铸机,其快压射蓄能器氮气压力为90-100bar,增压蓄能器氮气压力为80-90bar。
-----------------------------------------------------------------------------------------------------
9、如果液压阀因阀芯受外物阻塞而失灵,应拆出阀芯用柴油(或浸在清洁的液压油内)清洗,再用压缩空气吹除外物。注意:一般不允许拆卸阀芯,只有在确定油阀已 受外物阻塞的前提下才能拆卸。
-----------------------------------------------------------------------------------------------------
10、在拆卸与蓄能器有关的液压零件时,应先将截止阀打开,待蓄能器内高压油液全部卸完才能拆卸,否则会产生高压油喷射的危险。
-----------------------------------------------------------------------------------------------------
11、出厂前机器各油阀都已调校完毕,根据压铸产品的需要可对“射料工作压力”、“增压工作压力”及各换向阀的流量进行调整,其余涉及系统压力、流量比例控制及安全压力等不允许随便调校。
-----------------------------------------------------------------------------------------------------
12、应使用优质液压油
(1)系统冲洗
1)一般按规定程序换油的压铸机,水渍及胶质不多,油箱底部没有类似沥青的黑油。只要用油箱容量的1/3-1/2的新油冲洗即可,目的是将旧油冲走,不留或少留旧油。
2)如果不是全部换油,只是补加部分新油,系统不用冲洗,但是要注意新补加的油是不是同一个供应商的同一牌号、同一粘度的抗磨液压油。否则,还要做混总实验,其方法如下:
分别将新油、旧油各取一半装入容器;另将1/3新油、2/3旧油装入另一容器,放入70-80℃恒温中放置24h,细心观察是否有混浊或沉淀产生,若没有即可以使用。
(2)加注新油
压铸机的新油加注量与机型有关,具体加油量按机器使用说明书要求。
(3)试运行
加注新油后空载试运转10-15min,待温度、压力正常后再加载进入正常工作。
“如果发现本网站发布的资讯影响到您的版权,可以联系本站!同时欢迎来本站投稿!
