

锌合金压铸件之流纹、成品率不高案例分析
产品:锌合金压铸件

产品描述:产品有规律的出现流纹,流纹且比较大;产品成品率为50%;使用的是2011年购入的DC88力劲牌压铸机;使用的压铸工艺数据为:保温炉430°~440°,压射力为100bar,速度为50%;采用的是3#、5#的锌合金,有回料。
压铸管家分析报告:
问题分析:
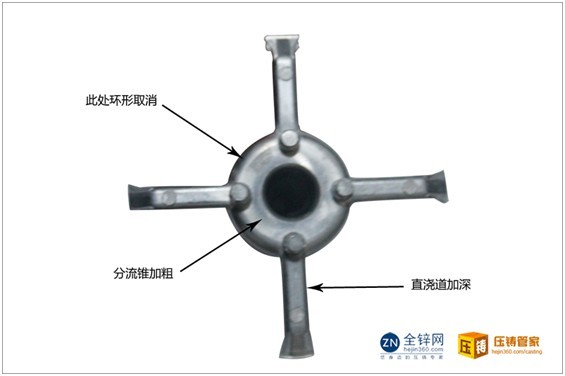
1、流道细节不够合理,造成金属液压力不够;
2、分流锥过长过厚;
3、渣包过大。
解决方案:
1、取消环形流道部分。环形流道会使金属液乱流;
2、直浇道截面应该不断的收缩,收缩率为10%。
3、分流锥夹角最好设置为20度,厚度减小,长度缩短。
“如果发现本网站发布的资讯影响到您的版权,可以联系本站!同时欢迎来本站投稿!
共0条 [查看全部] 相关评论
