

[深度解析]压射中慢压射速度和铸件品质的关系
小编先问你一个问题:“你知道压铸合金液填充型腔至充型完渣包的这个压射过程包含哪几个速度吗?”
请看下图:
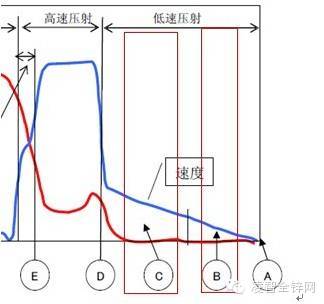
从图中我们可以了解到这整个过程分为低速压射和高速压射两个阶段。其中A-D为低速压射,D-E为高速压射,先低速后高速,新一代机器还有减速功能。
【低速分为几个阶段?】
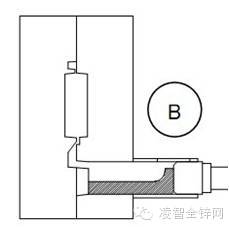
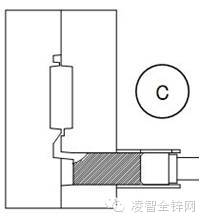
从上图也可以很明显的了解到,低速有两个阶段,其在料筒中的体现就如图B、C所示:
第一阶段以0.1-0.2m/s速度封住浇料口;第2阶段以0.2-0.7m/s的速度将合金液推至浇口。
【低速压射存在的目的】
目的:为了防止压室内卷入空气。
当低速压射的速度低的时候,空气就可以少卷入。这就像我们平时打针,护士一般会慢慢的推动针管,对着空气排一些液出来,这个就是一个排气的过程。
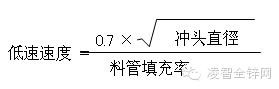
【如何计算低速速度】
了解了低速压射是为了减少卷气,那怎么样的速度才是比较合理的低速速度呢?
低速的速度一般情况为0.20m/s ~0.25m/s。具体的计算方式可以按照以下公式进行计算:
【低速和卷气的关系】
压室内卷气量的多少与低速阶段冲头速度与加速度有着直接关系,所以我们要注意低速的速度。
如果速度过慢:金属先进去,气体易憋在产品尾部(如下图第一副图)
速度过快:气体卷入浪花,直接卷入型腔,是不易排出的。(如下图第二副图)
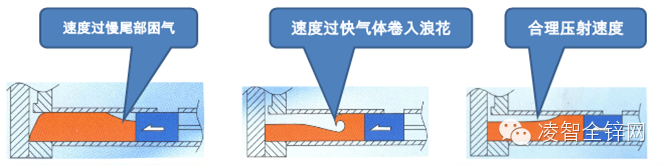
所以我们在生产中,一定要选择合理的压射速度才能保证卷气的减少。
好了,就慢压射速度今天就讲到这里,为了巩固大家的知识,小编特别道题给大家:
根据下图提示,匀加速进行慢压射与匀速进行慢压射,哪一个好?
A 冲头以匀速运动合金液形态 (图1)
B 冲头以匀加速运动合金液形态 (图2)
图1
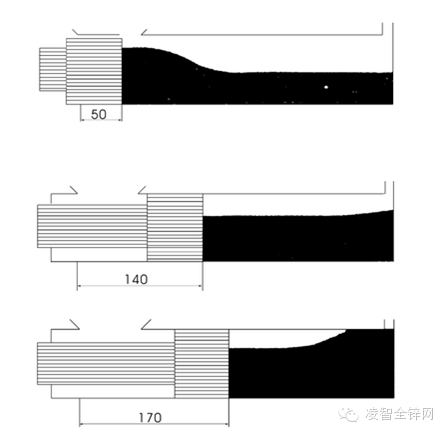
图2
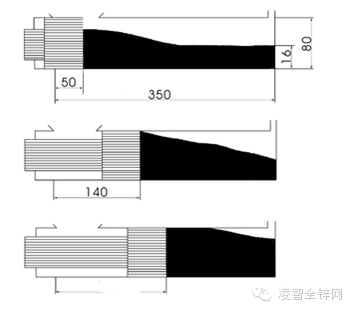
呵呵,小编也不卖关子了,答案选B。因为这样才能更好的排出空气。所以,各位亲,如果咱们设备允许,请选择匀加速至低速临界速度
“如果发现本网站发布的资讯影响到您的版权,可以联系本站!同时欢迎来本站投稿!
