

【铸件缺陷】教您几招轻松搞定麻面缺陷
缺陷现象
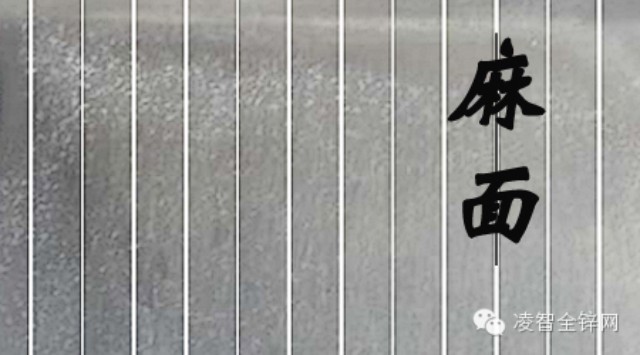
充型过程中由于模具温度或合金液温度太低,在近似于欠压条件下铸件表面形成的细小麻点状分布区域。
原因分析
1、填充时金属分散成密集液滴,高速撞击型壁;
2、内浇口厚度偏小;
3、内浇口速度太快;
4、模具温度低。
对应措施
1、在开始烫模时会发现金属液流呈分散状。正确设计浇注系统,避免金属液产生喷溅,改善排气条件,避免液流卷入过多气体;
2、在开始烫模时会发现金属液流呈喷射状。适当调整内浇口厚度;
3、在开始烫模时会发现金属液流呈喷射状。适当降低内浇口速度;
4、铸件表面发暗并伴有冷隔。提高模具温度至工艺要求范围内,办法是接通模具加热器或少喷涂多烫几模。
—————品牌推广—————

【铸件缺陷】教您几招轻松搞定麻面缺陷
【铸件缺陷】教您几招轻松搞定麻面缺陷
“如果发现本网站发布的资讯影响到您的版权,可以联系本站!同时欢迎来本站投稿!
共0条 [查看全部] 相关评论
