

浇注系统设计之内浇口设计
2、主要是确定内浇道的位置、形状和尺寸,要善于利用金属液充填型腔时的流动状态,使得压铸件的重要部位尽量减少气孔和疏松,才保证压铸件的表面要光洁完整无缺陷。
(一)内浇口的分类
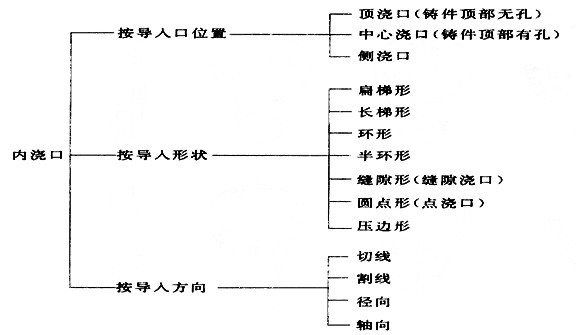
(二)内浇口设计的原则
1、有利于压力的传递,内浇道一般设置在压铸件的厚壁处。
2、有利于型腔的排气。
3、薄壁复杂的压铸件.宜采用较薄的内浇道,以保证较高的充填速度;一般结构的压铸件,宜采用较厚的内浇道,使金属液流动平稳。
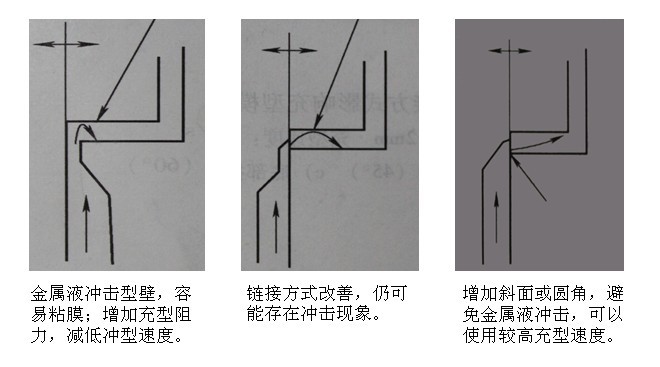
4、金属液进入型腔后不宜正面冲击型芯,以减少动能损耗,防止型芯冲蚀。
5、应使金属液充填型腔时的流程尽可能短,以减少金属液的热量损失:
6、内浇道的数量以单道为主,以防止多道金属液进入型腔后从几路汇合,相互冲击,产生涡流、裹气和氧化夹渣等缺陷。
7、压铸件上精度、表面粗糙度要求较高且不加工的部位,不宜设置内浇道。
8、内浇道的设置应便于切除和清理。
(三)内浇口设计方案举例
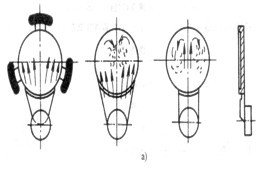
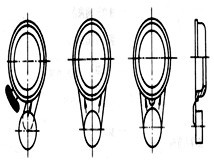
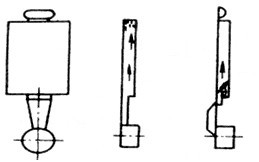
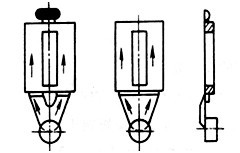
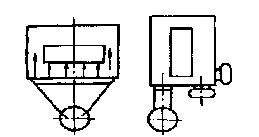
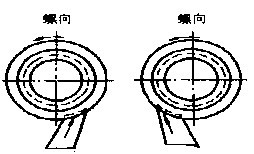
图2-10 压铸件内浇口设计方案示例
(四)内浇口截面积计算
1、流量计算法
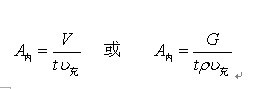
式中:A内—内浇口面积(cm2)
V—压铸件体积和溢流槽体积(cm3)
t—充型时间(s)
v充—推荐的充填速度(cm/s)见表7-1
ρ—液态金属的密度(g/cm3)
G—压铸件和溢流槽的质量(g) 。
|
压铸合金 |
充型速度(m/s) |
平均充型速度(m/s) |
压铸合金 |
充型速度(m/s) |
平均充型速度(m/s) |
|
铝合金 |
20-60 |
24 |
镁合金 |
10-120 |
50 |
|
锌合金 |
30-50 |
25 |
铜合金 |
1-10 |
5.5 |
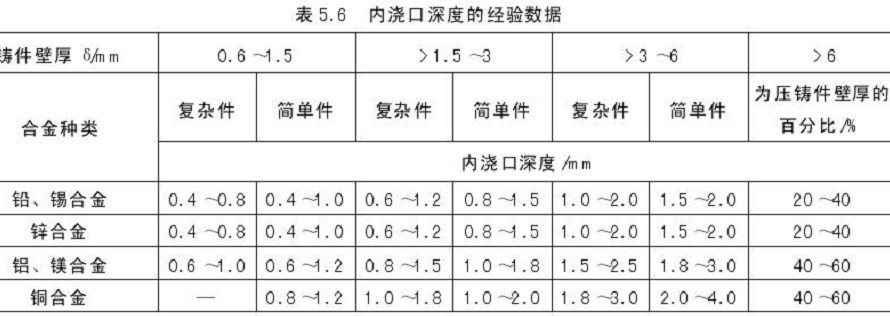
(五)内浇道尺寸
内浇道的形状除点浇道、直浇道为圆形,中心浇道、环型绕道为圆环形外,基本上为扁平矩形状。
根据充填理论可知,内浇口的厚度极大地影响着充填的形式,亦即影响着压铸件的内在质量,因此,内浇口的厚度是一个重要尺寸。
1、内浇道厚度
内浇道的最小厚度不应小于0.15mm;最大厚度一般不大于相连的压铸件壁厚的一半;
内浇道过于薄,加工时则难以保证精度,压力无法有效传递;
其经验推荐表如下:
2、内浇口宽度
可由内浇口面积进行计算 宽度=面积/厚度
(六)内浇道与型腔链接形式
“如果发现本网站发布的资讯影响到您的版权,可以联系本站!同时欢迎来本站投稿!
