

压铸模制作、使用流程
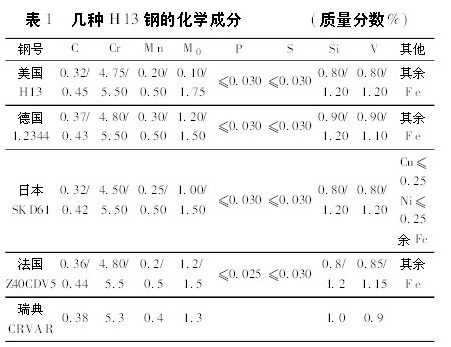
1)须考虑选用的材料能否达到最高硬度和钢材使用的最佳硬度,这将决定热处理的淬火+回火工艺的制定。一般情况下,压铸模的使用硬度在HRC48-- 52最为常见,市场上常用的压铸模具材料见表1.
2)不但要考虑单个零件的硬度.还需要考虑整套模具零件之间的硬度关系。所以在同一套模具中必须考虑凸模、凹模哪一个更重要.在设计时较为重要的部分比另一部分洛氏硬度高I~ 2这样可以防止咬模.即在模具热处理过程中.型芯、型腔分别采用不同的回火工艺。
2、选材阶段
需要考虑工作温度.模具工作温度越高.则需选用抗回火性能越好的钢材:反之.则可选用性能稍差的钢种以降低制作成本。
3、排样阶段
在排样时除了考虑材料因素外.还须考虑钢材是否需要去表皮.如果需要.则适当放余量一般进口钢材.去表皮的惯用厚度为1mm左右.这样可以防止热处理过程中组织转化引起的开裂。
4、落料过程
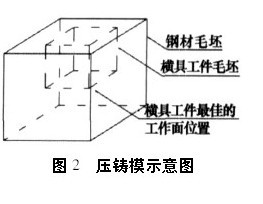
压铸模常会有体积较大的零件.工作面要靠材料内侧.因为材料表面常有杂质.氧化皮等在淬火或有深冷处理的工艺过程.黑皮常常会引起开裂•所以材料外表面作为工件非工作面是较好的•在落科时注总标记哪一个面是工作面如图2所示。
5、粗加工过程
主要注意3个方面:
1)工件材料预留量。预留量的选择除了考虑加工预留量外,还必须预留热处理变形量。
2)合理的装炉方式。淬火装炉时工件要分层排放,一般为2层,这样可控制同一块模具不同部位的硬度差。为控制工件在升温过程中的表面温度和中心温度的温差,一般需要2级分级升温,H13钢常用的温度为560 - 850 度 ,奥氏体化温度1025℃。在奥氏体化时,一般钢种为防止合金成分的损失需要加气体分压,另外,为防止晶粒长大,奥氏体化时间不宜过长,需要根据装炉时最大的工件确定气淬压力和奥氏体化温度,H13钢一般控制在150 min左右。气淬完成后,需要在工件到50℃后出炉,一般为气体循环冷却2min左右。
3)压铸模回火温度的选择。压铸模钢种都有2次硬化曲线,一般选择高温回火。
a .第1次回火的作用主要是调整工件的组织应力,促进残余奥氏体的马氏体相变,所以,冷却后需马上回火。H 13钢的一次回火一般用560℃。b.第2次回火的作用主要为调整硬度,温度需要根据硬度值不同而不同,此工序做得好坏是整个热处理的关键例如H 13钢H RC52- 54的第2次回火用560 C,第2次回火后需要测定工件的硬度。c.第3次回火的温度需要根据测定的硬度值作相应的调整,其主要作用为增加工件的抗回火性能和对工件硬度的微调。对于硬度合格的工件,第3次回火采用不改变工件硬度的最高温度,H 13钢为560℃左右。
6、精加工过程
在这个过程中,与热处理相关的是。
1)开始加工前,测定工件的整体余量,一般是挠曲和扭曲,如果己超出精加工尺寸要求的工件需要到热处理校正变形,校正的方法是用压板将工件校正到位,做一次回火。此次回火的关键是温度选择在不改变工件硬度值的最高温度,H13钢为560℃。
2)由于在车、铣、刨、削等加工过程中会产生较大的切削应力,一般采用中间退火来消除。
3)如果有电加工工艺,则回火工艺必须选择高温回火。
4)淬火钢磨削时产生磨削应力和摸擦热,从而产生软化层、脱碳层,降低热疲劳强度。对H 13钢在精磨后,可以采取加热至510- 570 t以厚度每25mm保温1h来进行消除应力退火。。
7、表面技术
如果模具需要做表面技术工艺,则回火一定要高温回火。
8、使用过程
模具在使用过程中,由于压铸温度高,相当于被一次又一次的回火,所以工作温度不能高于压铸模具热处理时第2次回火的温度。
9、维修保养阶段
1)注意模具失效形式,如果是龟裂,可以焊补,焊补后须去应力。
2)如果模具表面质量下降,有裂纹和毛刺,可先用ABP+氮化工艺或ABP+氧化工艺的模具热处理修复工艺。
3)如果脱模引起模具实效,可选用ABP+氮化,或ABP+氧化,也可以用氮化+氧化的模具热处理修复工艺。
4)模具的定期热处理保养,其过程是确定模具到一定的压铸模数后.须定期消除应力,可有效提高模具寿命。下面以铝合金压铸模为例来进行说明:第1次在(5000一10000)模次进行;第2次在20000- 30000模次进行;第3次在40000模次进行。
其消除应力回火工艺为:560℃保温2- 3hi,随炉冷至400~450℃出炉空冷。
10、报废
在这个阶段需要统计数据反映模具硬度值与模具寿命的关系,以改变和调整淬火+回火温度参数.反映去应力与不去应力模具的寿命对比.经过氮化、ABP十氮化、ABP+氧化、氮化十氧化等不同工艺的模具寿命对比。
结语
热处理的正确与否直接关系到模具使用寿命。由于热处理过程及工艺规程不正确.引起模具变形、开裂而报废以及热处理的残余应力导致模具在使用中失效的约占模具失效比重的一半左右。因此在压铸模制作中.必须建立从设计至制造全过程的质量监控体系.建立相关的数据库资料。
“如果发现本网站发布的资讯影响到您的版权,可以联系本站!同时欢迎来本站投稿!
