

压铸模具使用维护保养
1)模具使用前预热、温度均匀。
2)合理的喷涂涂料。
3)正确的冷却、保持恒温。尽量使用模温机。
4)采用合理的压射速度和压力。
-----------------------------------------------------------------------------------------------------
2.模具日常维护与保养
1)模具压铸一定数量后,进行消除应力处理。一般新模压铸5 000一10000次以后进行第一次去应力回火,以后每10000—20000次后进行去应力处理。去应力回火温度比原来回火温度低30-50℃。
-----------------------------------------------------------------------------------------------------
3.在模具发生磨损后
1)模具表面进行喷丸处理,以减少龟裂纹。
2)对模其进行振动去应力处理。
3)通过机械加工除去热裂纹、龟裂纹。
-----------------------------------------------------------------------------------------------------
4.模具清理新技术
(1)干冰喷丸清理
把液态C02制成干冰丸,喷射到模具表面进行清理,见图2-8所示。这是一种在线上清理模具的新技术。
干冰系统组成:干冰喷射机,空气压缩机、干冰制粒机、干冰储存器,液态CO2储槽、工作区的CO2气体监测器。

图2-8 干冰清理模具
1)干冰清理原理。将直径2—3 mm的干冰球丸装人喷丸机的料斗中,使用低压压缩空气将干冰丸通过导管输送到喷枪中,以300m/s的速度喷射到型腔表面,带有高动能干冰丸碰撞型腔表面产生热冲击及激冷作用。使型腔表面的涂料残留物、残渣,污垢等被剥离,从而迅速把模具表面的脏物清除掉,而达到清理的目的。
2)干冰的消耗一般为0.5 -1 kg/min,通常1m2的型腔表面处理所需时间为1l -5min。
3)优点:
①有利于延长模具寿命,避免采用喷丸处理时模具表面的研磨损失。
②对环保有利。干冰丸可完全气化,而无残留溶剂或其他液体残渣。
(2)超声波清理
清理设备见图2-9所示。
图 2-9 超声波清理模具设备
工作原理及过程见图2-10所示。
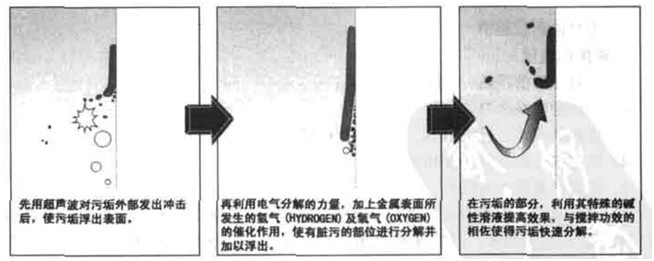
图 2-10 超声波清理原理
优点:
①模具清理。
②减短泡洗时间,5 -10分钟可清洗干净。
“如果发现本网站发布的资讯影响到您的版权,可以联系本站!同时欢迎来本站投稿!
