

压铸工艺之时间
充填时间是指金属液从内浇口开始进人型腔,到充满型腔所需要的时间。对于表面质量要求高的薄壁铸件,充填时间越短,表面质量及轮廓清晰度越佳。但充型太快,易造成型腔气体排出不良。图5-9示意充填时间对铸件表面粗糙度及孔隙率的影响。
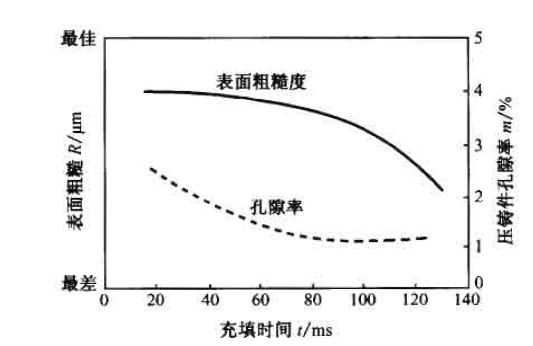
图5-9 充填时间的影响
(1)计算公式
t=Q/AgV
式中:t为充填时间(s),。为充填速度(m/s), Q为金属体积(m3),Ag为内浇口截面积(m2)。
(2)充型时间与铸件壁厚关系
可根据铸件壁厚考虑充型时间。图5-10,图5-11示意了铸件最小壁厚与最佳充型时间的关系。
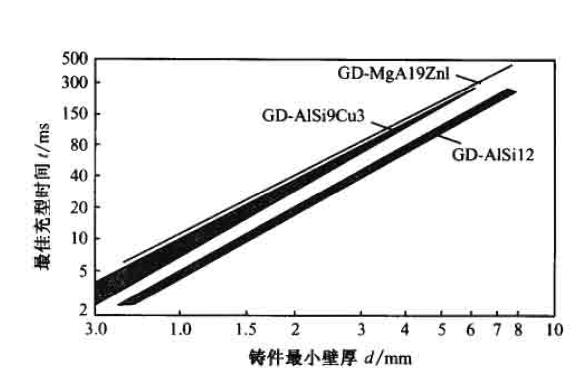
图5-10 铝、镁压铸件充填时间
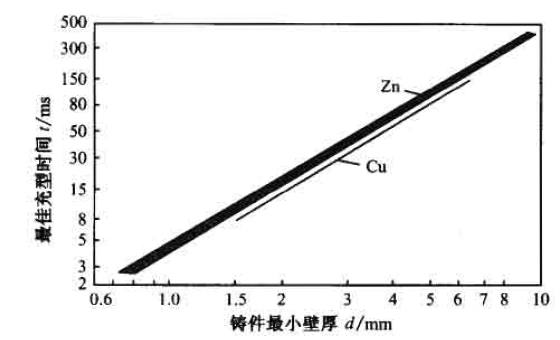
图5-1 锌压铸件及黄铜压铸件的最佳充型时闯
(3)充型时间与铸件表面质量关系
图5-12示意了不同的充型时间与模具表面温度对铸件表面质量的影响。
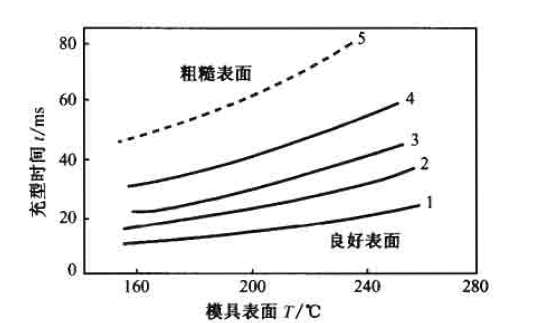
图5-12 充型时间与模具表面温度的关系
1、壁厚1mm;2.壁厚2mm;3. 壁厚3mm ;4. 壁厚5mm ;5.壁厚10mm
(4)充填时间的参考值
表5-5是根据铸件壁厚选择充填时间。
表5-5填充时间的选用范围
|
铸件壁厚d/mm |
填充时间t/s |
铸件壁厚d/mm |
填充时间t/s |
|
1.0 |
0.010~0.022 |
3.5 |
0.038~0.088 |
|
1.5 |
0.015~0.032 |
4.0 |
0.045~0.105 |
|
2.0 |
0.022~0.045 |
4.5 |
0.052~0.122 |
|
2.5 |
0.027~0.058 |
4.0 |
0.060~0.140 |
|
3 |
0.032~0.072 |
6.0 |
0.070~0.160 |
----------------------------------------------------------------------------------------------------------------
2.保压时间
金属液充满型腔后,在增压压力作用下进行凝固,并使凝固过程中产生的收缩得到补偿,以获得基体致密的组织。保压时间与压铸件壁厚和合金的结晶温度有关。保压时间选择可参考表5-6。
表5-6 保压时间
|
压铸合金 |
壁厚d<2.5mm |
壁d=2.5~6mm |
|
锌合金 |
1~2 |
3~7 |
|
铝合金 |
1~2 |
3~8 |
|
镁合金 |
1~2 |
3~8 |
|
铜合金 |
2~3 |
5~10 |
----------------------------------------------------------------------------------------------------------------
3.留模时间
留模时间指保压时间结束到开模顶出铸件这段时间。留模时间过长,由于凝固收缩而形成的包型力会加大,造成抽芯、顶出困难,易引起顶出铸件时产生裂纹;但留模时间过短,铸件的机械强度不够,顶出时易变形、拉裂、表面起泡。留模时间选择视铸件大小、壁厚、形状、模温而定.也可从压铸出来的铸件是否有变形来判断。表5-7为参考值。
|
压铸合金 |
壁厚d<3mm |
壁厚d=3~4mm |
壁厚d>5mm |
|
锌合金 |
5~10 |
7~12 |
20~25 |
|
铝合金 |
7~12 |
10~15 |
25~30 |
|
镁合金 |
7~12 |
10~15 |
15~25 |
|
铜合金 |
8~12 |
15~20 |
20~30 |
“如果发现本网站发布的资讯影响到您的版权,可以联系本站!同时欢迎来本站投稿!
