

压铸工艺中力与速度的变化
压铸工艺是将压铸机、压铸模、压铸合金三大要素有机结合,并加以综合运用的过程。首先取决于压铸机提供的压射能力;根据压铸件的质量要求选择相适应的工艺参数;在确定工艺参数的基础上进行模具设计。
1.压力与速度的变化
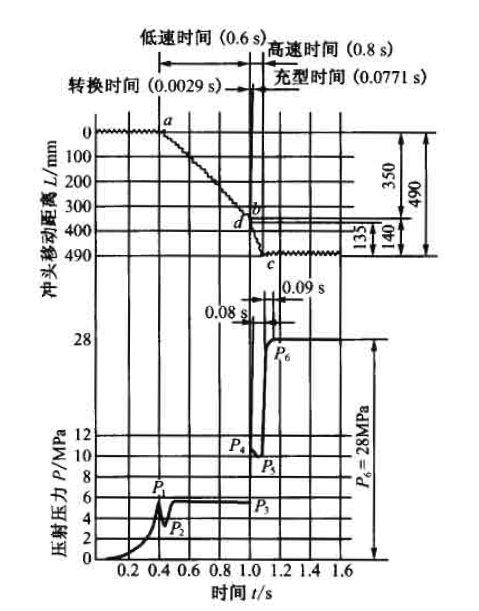
主要工艺参数有:压力、速度、时间、温度等。这些工艺参数的选择与合理匹配,是保证压铸件综合性能的关键,同时也直接影响生产效率和模具寿命。图5-1、图5-
2、表5-1分析了一个压铸过程中压铸工艺参数的变化状态。压铸机:650t;压铸合金:铝合金;压铸件内浇口截面积1.75cm2。
表5-1 压铸过程压力和速度的变化
|
压铸阶段 |
冲头行程L/mm |
压力P/MPa |
时间 t/s |
|
低速压射 |
冲头由a→b,把金属液推到压室至内浇口处的空间 低速行程S=350mm |
压射力p1、p2、p3较低仅用于克服冲头与压室间摩擦力 p1=5.8 |
低速压射时间:t1=0.6 低速有利于压室气体排出 |
|
高速充型 |
冲头由b→d,低速向高速切换d→c高速充型 高速行程L=140mm |
为克服内浇口截面积缩小形成阻力,压力p3急剧上升至p4金属液进入型腔充填p4=10 |
低速向高速切换时间:t2=0.029 高速充型时间:t3=0.08 |
|
增压阶段 |
冲头仅有微量的位移 |
充填结束 增压压力p6=28 使铸件在压力下凝固 |
增压时间:t4=0.09 |
图5-1 压射压力与冲头移动状态
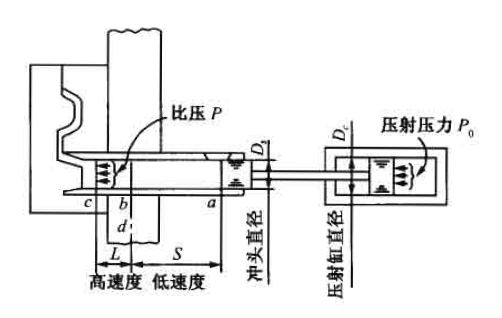
图 5-2 冲头移动速度与压射压力的变化
“如果发现本网站发布的资讯影响到您的版权,可以联系本站!同时欢迎来本站投稿!
共0条 [查看全部] 相关评论
