

压铸件尺寸要素之加工余量
由于压铸的特点是快速凝固,因此铸件表面形成细晶粒的致密层,具有较高的机械性能,尽量不要加工去掉。过大的加工余量会暴露不够致密的内部组织。加工余量见表4- 12、表4-13。
表4-12 推荐的加工余量及其偏差
|
基本尺寸 |
≤100 |
>100-250 |
>250-400 |
>400-630 |
>630-1000 |
|||||
|
每面余量
|
0.5 |
+0.4 |
0.75 |
-0.5 |
1.0 |
+0.5 |
1.5 |
+0.6 |
2.0 |
+1 |
|
-0.1 |
-0.2 |
-0.3 |
-0.4 |
-0.4 |
||||||
表4-13 推荐的较孔加工余量
|
图例 |
孔径D |
加工余量δ |
|
|
≤6 |
0.05 |
|
>6-10 |
0.1 |
|
|
>10-18 |
0.15 |
|
|
>18-30 |
0.2 |
|
|
>30-50 |
0.25 |
|
|
>50-80 |
0.3 |
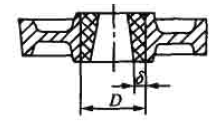
注:待加工的内表面尺寸以大端为基准,外表面尺寸以小端为基准。
“如果发现本网站发布的资讯影响到您的版权,可以联系本站!同时欢迎来本站投稿!
共0条 [查看全部] 相关评论
