

尺寸精度
提示:
1)公差定多少,应既满足要求,又使总成本最低。
2)定下比标准更高的公差,可以减少后面机械加工量。
3)通过净成型压铸生产,获得最佳有效成本。
(1)中国标准
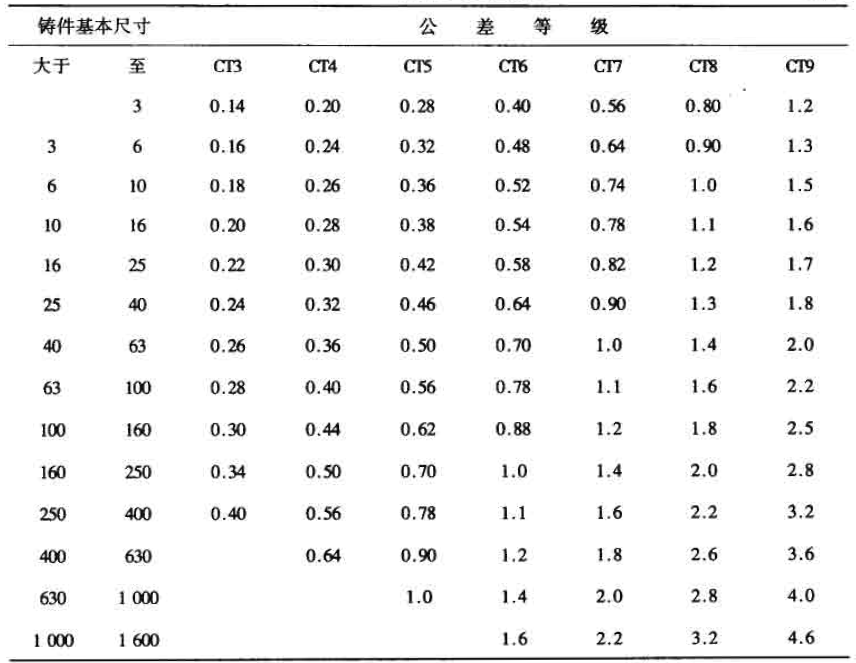
GB 6414-86《铸件尺寸公差》中规定了压力铸造生产的各种铸造金属及合金铸件的尺寸公差。此项国家标准等效采用lS0 8062-1984《铸件尺寸公差制》。
铸件尺寸公差的代号为CT。不同等级的公差数值列于表4-15。
表4 – 15铸件尺寸公差数值 mm
注:
1.对铅、镁合金压铸件选取CT5-CT7。
2.对锌合金压铸件选取CT4 - CT6。
3.对铝合金压铸件选取CT6 –CT8。
4.当有特殊要求时,公差超出注1,2,3的等级范围,经有关各方商定后仍从表4-15中选取。
(2)北美标准
图4-31、表4- 16、表4- 17是北美压铸学会线性尺寸公差值。
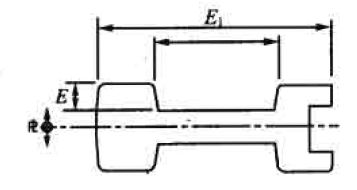
图 4-31 尺寸示意
表4-16 线性尺寸公差(精密级)mm
|
铸造合金 |
||||
|
长度尺寸E1 |
Zn |
Al |
Mg |
Gu |
|
基本公差≤25.4 |
±0.25 |
±0.05 |
±0.05 |
±0.18 |
|
附加公差 每增加25.4 |
±0.025 |
±0.025 |
±0.025 |
±0.05 |
表4-17 线性尺寸公差(标准级)mm
|
铸造合金 |
||||
|
长度尺寸E1 |
Zn |
Al |
Mg |
Gu |
|
基本公差≤25.4 |
±0.25 |
±0.25 |
±0.25 |
±0.36 |
|
附加公差 每增加25.4 |
±0.025 |
±0.025 |
±0.025 |
±0.076 |
----------------------------------------------------------------------------------------------------------------
2.精密压铸件的尺寸分类及公差选择
(1)影响压铸件尺寸精度的主要因素
1)压铸件的空间轮廓尺寸。
2)基本尺寸。
3)模具结构对该尺寸的影响,主要取决于分型面或活动成型的锁紧状况及脱模斜度。
4)合金种类。
5)设计模具选用收缩率与该尺寸实际表现收缩率的差值。
6)压铸工艺参数的变动,主要是模温和脱模时的铸件温度。
7)模具直至达到工作寿命,制造维修对其精度的保证。
8)压铸机合模系统的结构精度和刚性。
(2)精密压铸件的尺寸分类
产品图要求的合理性,压铸技术保证的可能性,实现批量生产的经济性,从这三方面考虑,从压铸毛坯到成品零件的全过程来择定各个尺寸公差。通常认为,精密压铸件也应当对同一个铸件上各种各样的尺寸,按照压铸达到各个尺寸公差数值等级的不同而区分为三种类型,即一般尺寸、严格尺寸和高精度尺寸,见图4-32.表4-18、表4-19。
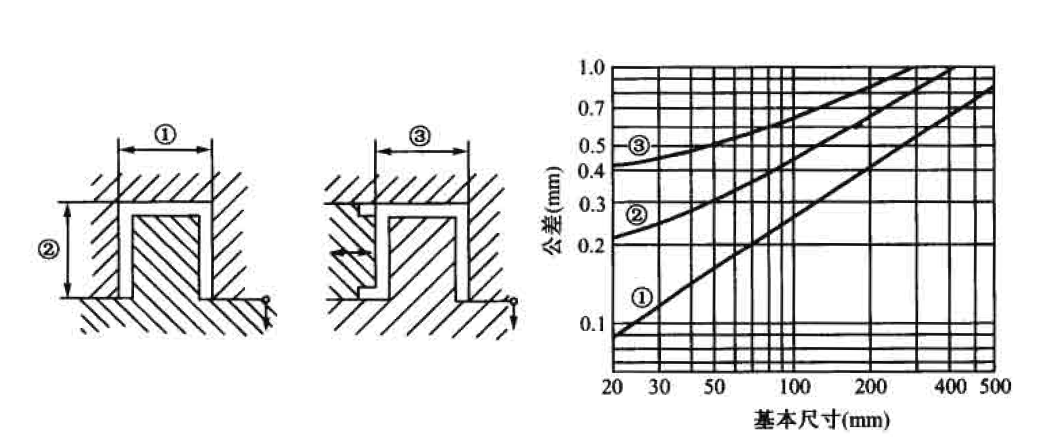
图4 - 32分型面及活动成型对压铸精度的关系示例
①一半模固定部分的尺寸;②受分型面影响的尺寸;③受活动成型影响的尺寸
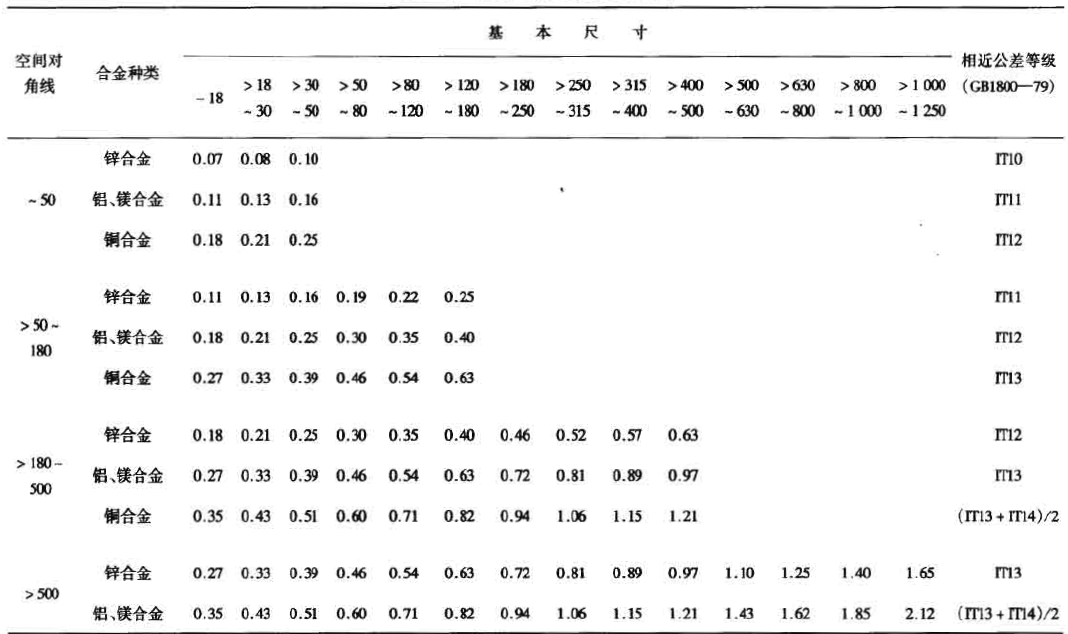
表 4-18 压铸高精度尺寸推荐公差数值 mm
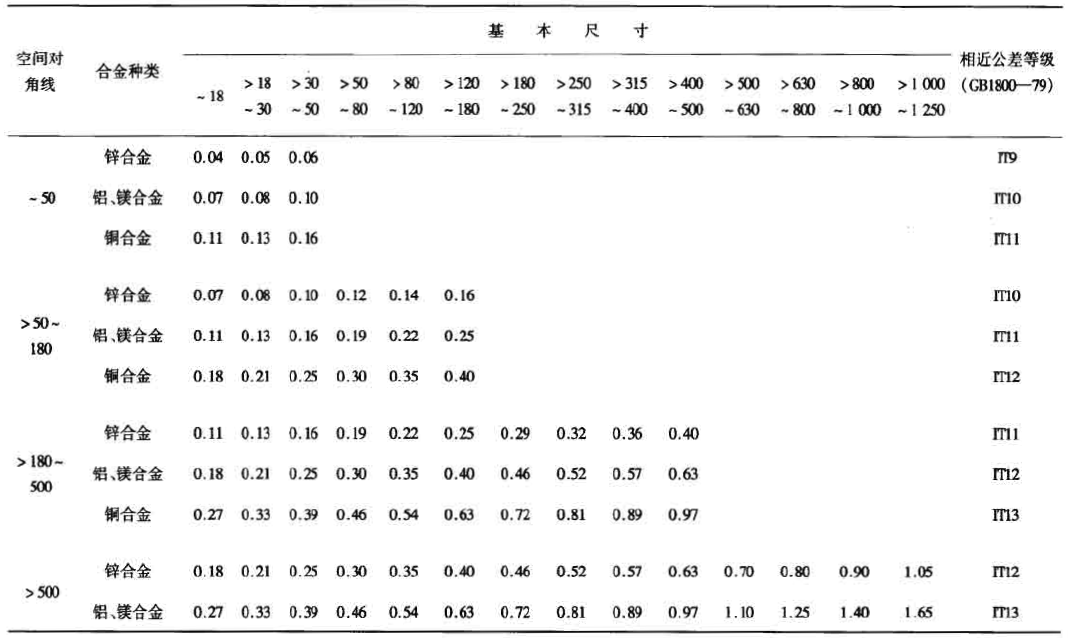
表4-19 压铸严格尺寸推荐公差数值
“如果发现本网站发布的资讯影响到您的版权,可以联系本站!同时欢迎来本站投稿!
