

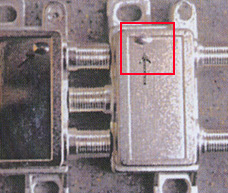
气泡
又称:鼓泡。 特征:铸件表皮下有气体聚集,有时看到铸件表面鼓泡,或受热后铸件表气体鼓形泡。
危害:
浅小气泡一般不影响铸件使用。气泡不可修复,要根据气泡大小及时对铸件表面质量要求确定合格与否。对需要电镀等表面或需要热处理的铸件,一般要做报废处理。
-----------------------------------------------------------------------------------------------------
-----------------------------------------------------------------------------------------------------
检测:目测或测量检验,根据气泡直径、个数及位置确定缺陷程度。
-----------------------------------------------------------------------------------------------------
产生原因:
1、模具温度太高。
2、填充速度太高,金属流卷入气体过多。
3、涂料发气量大,用量过多,浇注前未燃尽,使挥发气体被包在铸件表层。
4、排气不顺。
5、开模过早。
6、合金熔炼温度过高。
-----------------------------------------------------------------------------------------------------
排除措施:
1、冷却模具至工作温度。
2、降低压射速度,避免涡流包气。
3、选用发气量小的涂料,用量薄而均匀,燃尽后合模。
4、清理和增设溢流槽和排气道。
5、调整留模时间。
6、修整熔炼工艺。
危害:
浅小气泡一般不影响铸件使用。气泡不可修复,要根据气泡大小及时对铸件表面质量要求确定合格与否。对需要电镀等表面或需要热处理的铸件,一般要做报废处理。
-----------------------------------------------------------------------------------------------------
-----------------------------------------------------------------------------------------------------
检测:目测或测量检验,根据气泡直径、个数及位置确定缺陷程度。
-----------------------------------------------------------------------------------------------------
产生原因:
1、模具温度太高。
2、填充速度太高,金属流卷入气体过多。
3、涂料发气量大,用量过多,浇注前未燃尽,使挥发气体被包在铸件表层。
4、排气不顺。
5、开模过早。
6、合金熔炼温度过高。
-----------------------------------------------------------------------------------------------------
排除措施:
1、冷却模具至工作温度。
2、降低压射速度,避免涡流包气。
3、选用发气量小的涂料,用量薄而均匀,燃尽后合模。
4、清理和增设溢流槽和排气道。
5、调整留模时间。
6、修整熔炼工艺。
“如果发现本网站发布的资讯影响到您的版权,可以联系本站!同时欢迎来本站投稿!
共0条 [查看全部] 相关评论
