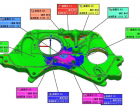
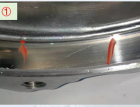
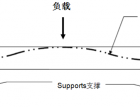
- 压铸毛坯平面度改善案例分享。
-
40分钟都启东752人学习
|
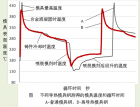
- 模具温度对压铸件气孔的影响介绍
-
89分钟刘遵建738人学习
|
- 通过对浇排的设计改善缺料、多料问题,减少后道工序的清理成本。
-
34分钟胡良666人学习
|
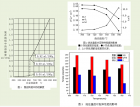
- 浇注温度和模具温度对压铸件气孔的影响介绍
-
57分钟刘遵建628人学习
|

- 溢流槽和排气槽对铸件气孔的影响
(1)溢流槽和排气槽的位置、大小
(2)溢流槽和排气槽的形状结构
(3)溢流槽和排气槽的种类
(4)溢流槽和排气槽的使用
-
60分钟刘遵建778人学习
|
- 1、认识缺陷2、解析缺陷产生的可能性3、分析解决缺陷的可行性4、已经实施的措施分享5、未来持续攻关方向
-
36分钟都启东645人学习
|
- 压铸件结构设计对气孔的影响
-
63分钟刘遵建627人学习
|
- 防止铸件气孔,从实际和理论分析,压铸合金液在型腔流动充填要达到的六项理想效果和压铸充填的十大理想流动状态。
-
66分钟刘遵建824人学习
|

- 1.内浇口设计对铸件气孔的影响
2.合金液在型腔里的流动模式。
-
47分钟刘遵建940人学习
|
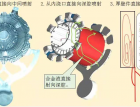
- 浇注系统的结构设计与卷气和排气
(1) 分流锥上的直浇道
(2) 横浇道及分支横浇道
(3) 馈送浇道
(4) 内浇口
-
81分钟刘遵建1768人学习
|

- 气孔缺陷改善对策介绍。
-
58分钟刘遵建998人学习
|
- 1、压铸过程中卷入气体
(1)卷入气体的形态与压铸工艺参数的关系
(2)卷入气体与模具结构有关
(3)脱模剂、冲头油分解产生的气体
(4)反应性气体
-
61分钟刘遵建1144人学习
|
- 压铸件气孔气体来源介绍
合金液中氢的来源和除气精炼介绍
除气效果检测介绍
-
72分钟刘遵建1009人学习
|

- 气孔特征介绍。
气孔大小、数量、分布要求介绍。
-
61分钟刘遵建962人学习
|

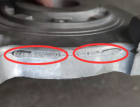
- 跑料飞边影响因素分析与改善
-
45分钟顾传平825人学习
|

- 锌压铸件异常与应对措施介绍。
-
32分钟徐纯仁623人学习
|

- 压铸件脱皮缺陷产生的原因和具体的对策措施介绍
-
105分钟刘遵建1036人学习
|

- 金属液进入压室,由于压室局部表面温度较低,在局部压室表面形成一层金属薄皮。冲头在向前运动中,将压室表面的薄皮刮下来,成为碎片或者碎点。这些碎片或碎点混入金属液,一起被压入铸件中。这些碎片或者碎点被称冷片、ESP或者PSP。
-
22分钟韩绍甫1846人学习
|

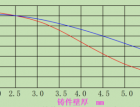
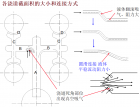
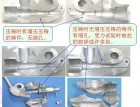
- 解决浇口处砂孔的缺陷,重点从以下几个方面入手:分型面和内浇口进料方式。浇口长度和浇口厚度。内浇口处的冷却水。分流锥离内浇口的距离。浇口套的冷却水设计。
-
33分钟韩绍甫2028人学习
|
- 为什么要关心孔缺陷?缩孔的因是什么?如何调整孔的因缘来控制孔?
-
35分钟韩绍甫1135人学习
|


