
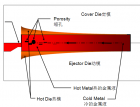
- 金属液进入压室,由于压室局部表面温度较低,在局部压室表面形成一层金属薄皮。冲头在向前运动中,将压室表面的薄皮刮下来,成为碎片或者碎点。这些碎片或碎点混入金属液,一起被压入铸件中。这些碎片或者碎点被称冷片、ESP或者PSP。
-
22分钟韩绍甫1918人学习
|

- 解决浇口处砂孔的缺陷,重点从以下几个方面入手:分型面和内浇口进料方式。浇口长度和浇口厚度。内浇口处的冷却水。分流锥离内浇口的距离。浇口套的冷却水设计。
-
33分钟韩绍甫2092人学习
|
- 为什么要关心孔缺陷?缩孔的因是什么?如何调整孔的因缘来控制孔?
-
35分钟韩绍甫1187人学习
|
- 压铸件发霉产生的机制?压铸件发霉的因和缘。如何从发霉的因入手。如何从发霉的缘入手。发霉后如何处理。
-
33分钟韩绍甫1901人学习
|
- 背景
孔隙概念
相关标准
标准简介
-
33分钟陈名声1819人学习
|

- 什么是粘模?当粘模出现在浇口附近,我们应该检查哪些因素?当一个铝合金铸件发生了粘模现象,而原来从没有发生过,可能是什么原因造成的? 在每一模中,是什么原因导致飞边产生?如果每一模的飞边,产生的位置都不同,可能是什么原因?
-
40分钟韩绍甫2000人学习
|

- 内浇口处缺陷的成因。 缩孔缺陷的产生和解决方案。 气孔缺陷的产生和解决方案。 案例。
-
16分钟韩绍甫1575人学习
|

- 表面的缺陷:冷隔、涡流、飞溅、地图纹。造成表面缺陷的主要因素:填充条件不良。如何改善填充条件、填充模式填充时间和填充温度?
-
30分钟韩绍甫1629人学习
|
- 如何建立缺陷报表机制?常见的压铸件表面缺陷有哪些?影响着表面缺陷的关键因素有哪些?
填充时间、填充速度对表面质量的影响。设备情况对填充时间的影响。
-
46分钟韩绍甫1557人学习
|

- 起泡、缩陷、烧损、流纹等缺陷的根源。如何对这些缺陷进行分析和解决?
-
40分钟韩绍甫1684人学习
|

- 什么是飞边,以及造成飞边的原因。
飞边对于压铸、模具和铸件质量的影响。
如何减少/消除飞边。
-
33分钟韩绍甫1889人学习
|

- 起泡是一个比较笼统的叫法,总的来说是铸件表面有凸起的小泡。
主要原因是铸件内部含有气孔。
-
37分钟韩绍甫1645人学习
|
- 认识压铸缺陷孔。孔是如何形成的?我们应该如何理解孔?哪些因素影响着孔?什么是热量中轴线(NTA)?
-
45分钟1514人学习
|

- 1. Cycle Timing 循环周期
2. Die Temperature 模具温度
3. Die Spray 模具喷涂
4. Shot Profile 压射性能
5. metal Temperature 合金液温度
6. Clamp Tonnage 锁模力
7. Mechanical Operation 机械工作条件
8 Ancillary Equipment 外围设备
-
52分钟1247人学习
|
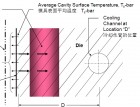
- 热量在合金液填充过程中重新分布,如何来规划热量路径、喷涂所带走热量的多少、冷却水路的设置参数。
-
53分钟韩绍甫1350人学习
|
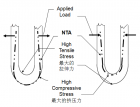
- 1.明确地定义出铸件的功能。 2.请说明孔缺陷是如何影响铸件功能的。3. 明确孔在什么样的位置下,不会对铸件造成影响。4.设计铸件的形状,使孔分布在我们预期的位置上。5.定义热量中轴线(NTA)
-
54分钟韩绍甫1156人学习
|
- 除了通过工艺方式去控制方式,我们是否可以在设计阶段就提前预防孔的发生
-
43分钟陈名声1164人学习
|

- 锌合金压铸件有哪些孔?什么是沙孔?什么是气孔?什么是缩孔?各自有什么区别,如何解决?
-
47分钟韩绍甫1369人学习
|
- 哪些工艺参数对压铸缺陷孔有影响?如何通过工艺参数来控制缺陷孔的产生?
增压压力、压射性能(填充时间、压射状态、压射模型、快压射速度、倒料、等待时间、预填充)、排气与抽真空、除渣与除气、模具温度、模具喷涂、喷涂模式、合金液温度等工艺参数对缺陷孔的影响。
探讨压铸件缺陷“孔”的控制方式--工艺参数方面我们能做些什么。
-
72分钟陈名声1510人学习
|
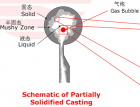
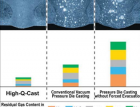
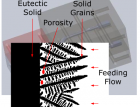
- 压铸缺陷孔的形成机理。气孔形成的过程。缩孔形成的过程。冷速率对致密层的影响。
造成气孔的因素:氢气孔、空气混入、油产生的气混入、卷气。气泡的本质。
对孔缺陷的正确观念有哪些?
-
48分钟韩绍甫1490人学习
|


